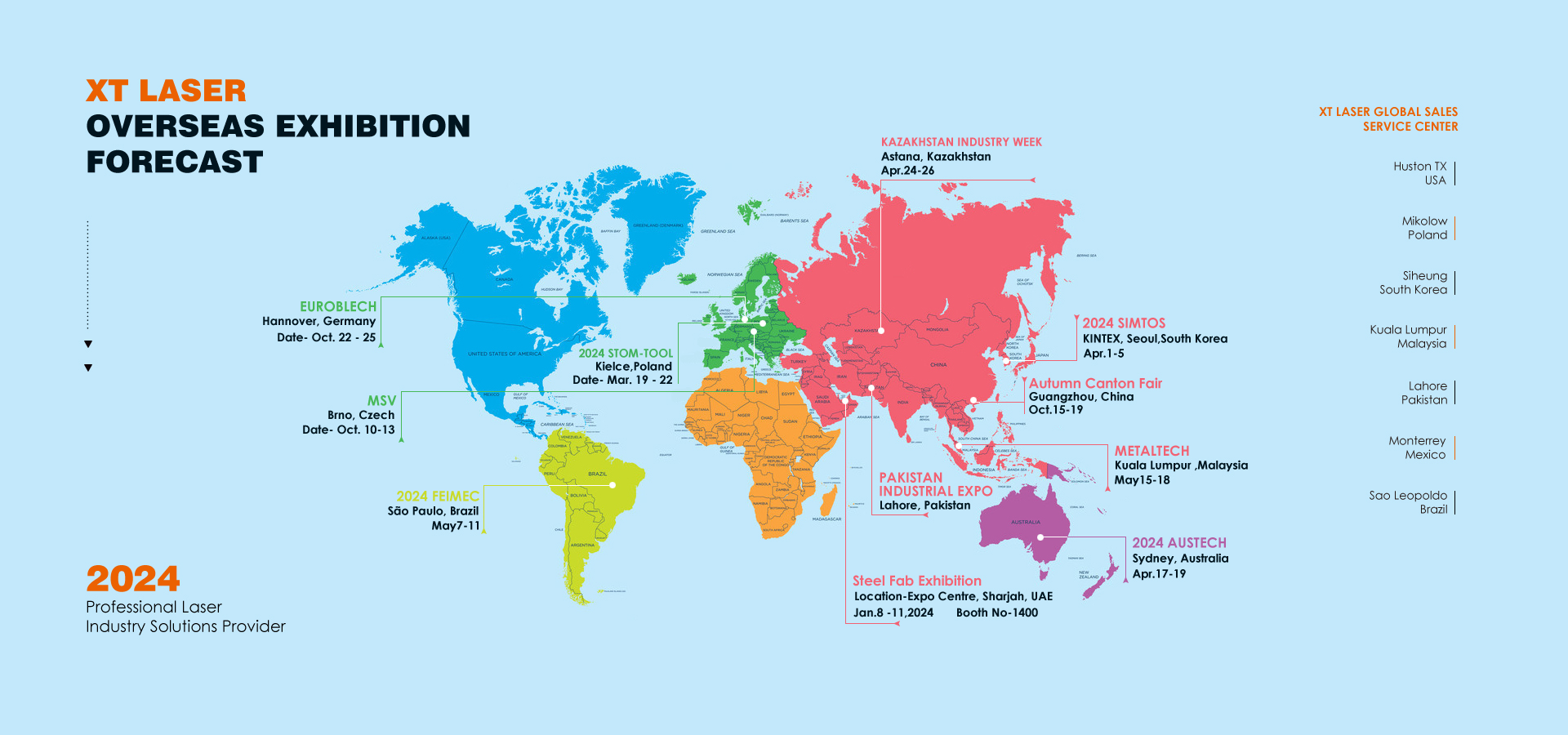
XTlaser 2024 Year-Round Exhibitions








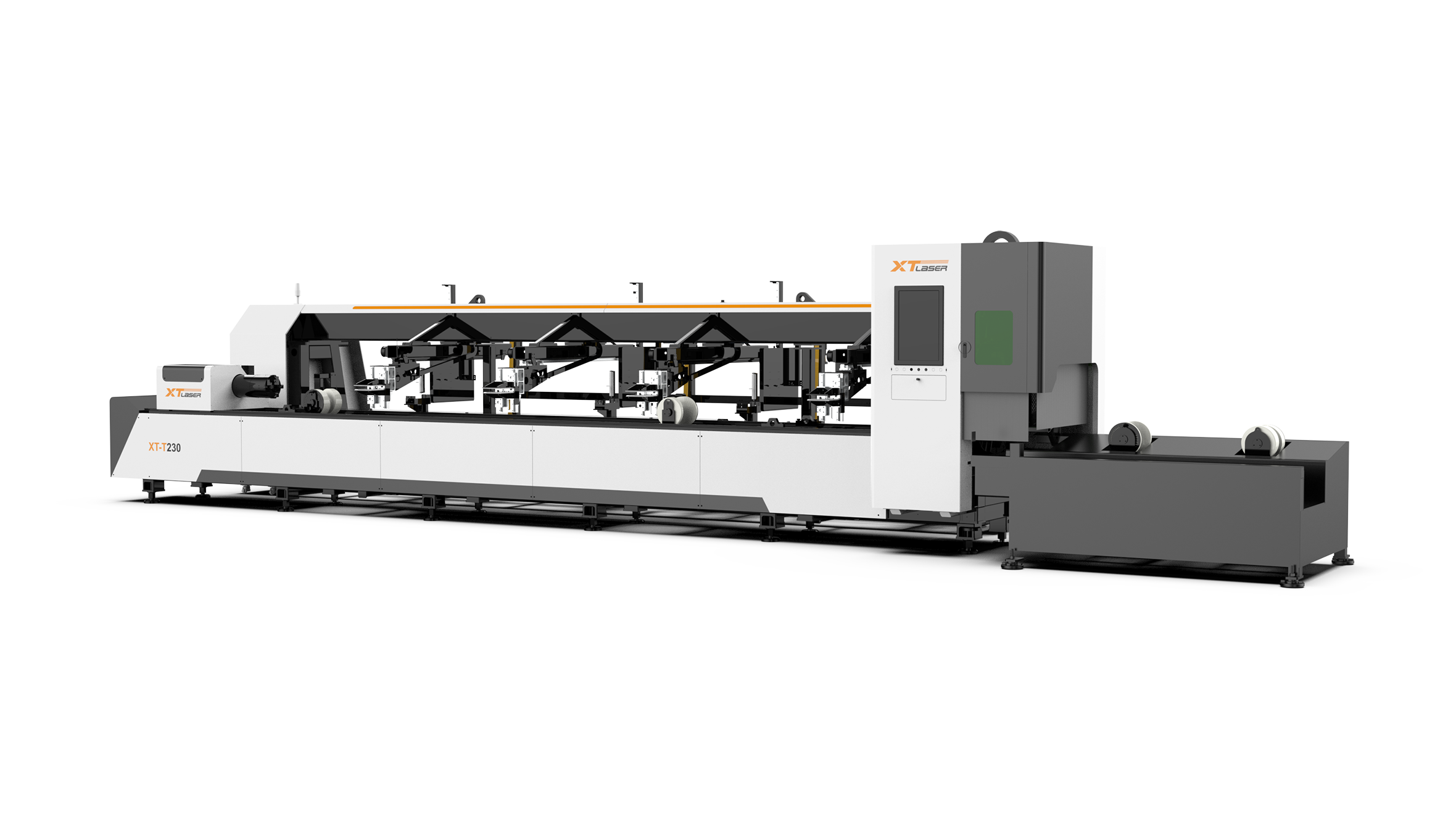
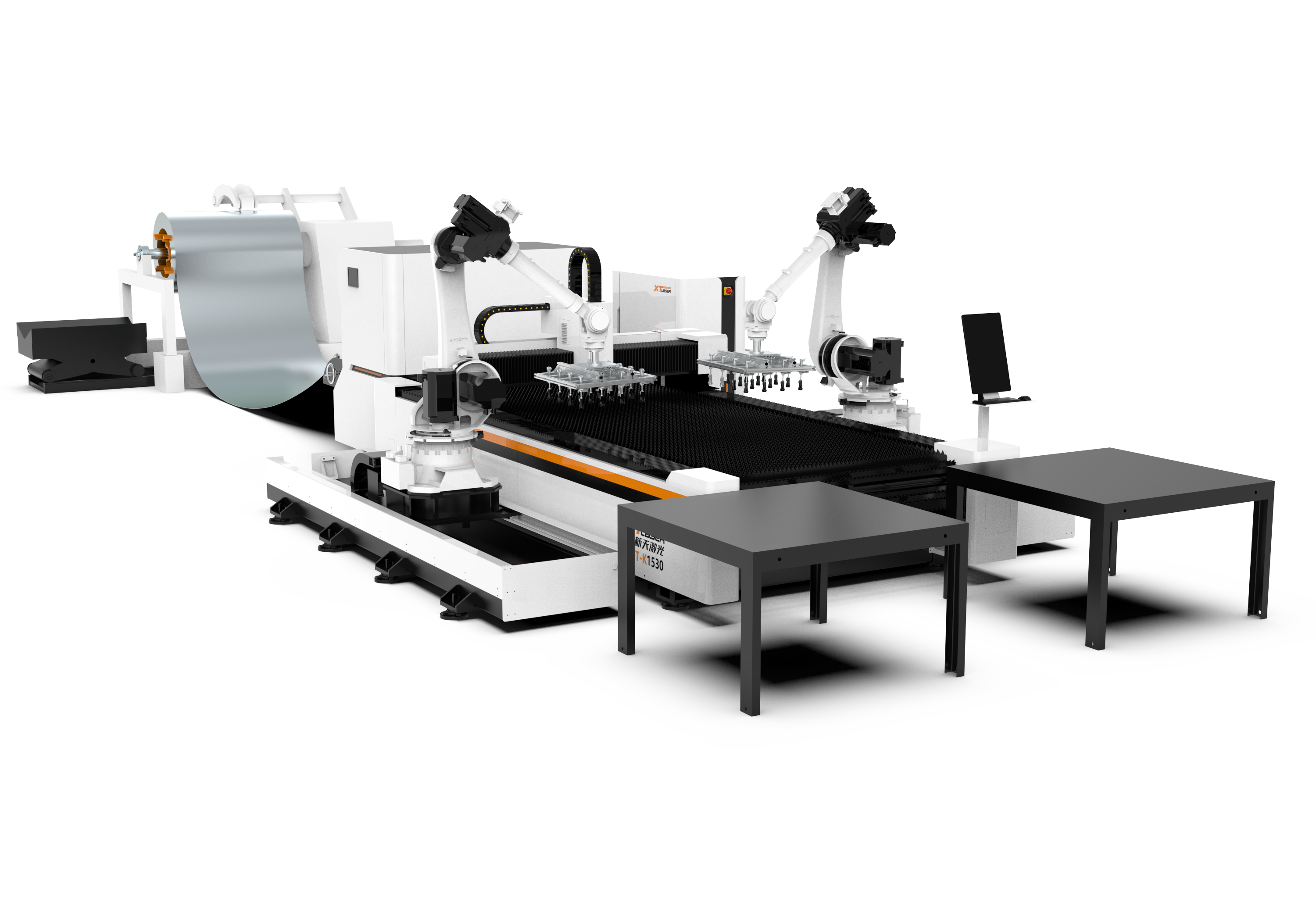
Star Products




VIEW MORE
SKIP
Star Products
Laser cutting machines
Marking machines
Welding machines
Cleaning machines
Automation



Global layout
PROVINCESCITIES AND MORE THAN 160 COUNTRIES AND REGIONS
ACROSS THE COUNTRY
Malaysia
No. 21-23, Jalan Bukit Permai Utama Tiga, Taman Industri Bukit Permai, Cheras, 56100 Kuala Lumpur
Australia
2-16 Superior Drive Dandenong,South VIC-3175
Polska
ul. Kolejowa 243-190 Mikol6w

Xintian Laser station in Paris Office
PHONE
400-8881234
E-MAIL
wanghao@xintian.com
address
52,rue de Rivoli 75001 Paris
Partners
Together with the XT laser to create a better tomorrow
Together with the XT laser to create
CONTACT US
Together with the XT laser to create
News Center

How a 6000 Watt Laser Cutting Machine Boosts Productivity and Precision
2023.05.09
-

The Fiber Laser Cutting Machine 3000W A Superhero for Manufacturing
2022.09.22 -

Laser cutting machines for metal types, features, selection rules
2022.09.22 -

Guide to choosing a metal cutting laser machine
2022.09.22 -

Fiber Laser 1KW Cutting Machine The Key to Boosting Your Manufacturing Efficiency
2022.09.22 -

2KW Fiber Laser Cutting Machine The Benefits and Advancements
2022.09.22 -

Jinan Xintian Technology Co., Ltd.
2022.09.22 -

Laser cutting machine principle–Jenny
2022.09.22 -

Metal fiber laser cutting machine purchase guide:Claudia
2022.09.22
News Center
About Us
Helps employees continue to grow and share wealth, and strive
for a happy life in the family and society.
VIEW MORE
for a happy life in the family and society.
About Us
Helps employees continue to grow and share wealth, and strive
for a happy life in the family and society.
2004
XTLASER was established in 2004
200
Professional skill worker
160
Export to 160 countries or regions
50000
Cumulative number of customers served